


Hochfrequenz-Rohrschweißanlage



Produktbeschreibung
HDie Hochfrequenz-Produktionslinie für gerade nahtgeschweißte Rohre wird hauptsächlich zur Herstellung elektrisch geschweißter Stahlrohre mit φ60 verwendet~φ219mm und Wandstärke von 2,0~6,0 mm und kann auch quadratische und rechteckige Rohre sowie speziell geformte Rohre herstellen, die den Bereich runder Rohre nicht überschreiten.API 5L-Röhrchen können später hergestellt werdendurch Hinzufügen der notwendigen Ausrüstung.Die Produktionslinie wird auf der Grundlage der Verarbeitung und Aufnahme ähnlicher Geräte im In- und Ausland entwickelt und hergestellt, mit den nationalen Gegebenheiten meines Landes kombiniert, mutig innoviert und ausführlich auf die Meinungen der Benutzer eingegangen.Die Ausrüstung ist wirtschaftlich, zuverlässig und stabil.
Grundparameter
| Kohlenstoffarmer Stahl und niedriglegierter Stahl | σB≤520mpa σS≤345mpa | |
| Stahlspule | Innendurchmesser | φ650-φ710mm (noch festzulegen) |
| Außendurchmesser | φ1100-φ2000mm | |
| Rollengewicht | ≤15 Tonnen | |
| Streifenbreite | 190–690 mm | |
| Elektrische installierte Leistung | ca. 1200KVA | |
| Druckluftkapazität | 2m3/min 4-7Kg/cm2 | |
| Kühlmittelkapazität | 50 Tonnen/Stunde | |
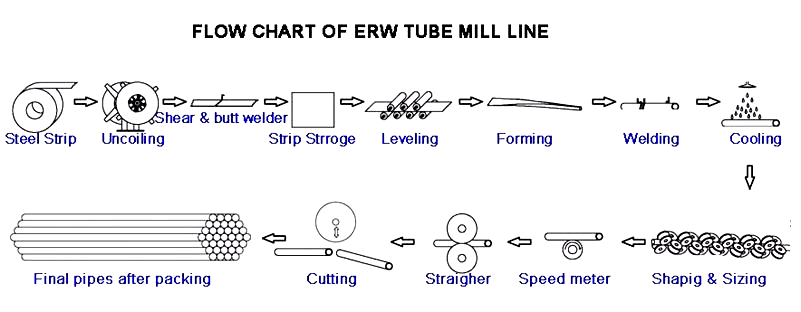
Fertigungsprozess
Abwickeln → gerader Kopf, Quetschnivellierung → Scherstumpfschweißen → Schlingenbildner → Formen, Hochfrequenzschweißen, Entgraten, Online-Zinknachfüllung, Abkühlen, Dimensionieren, Grobrichten → Fliegende Sägedimensionierung → Inspektion und Sammlung → Verpacken → Wiegen → Markieren → Lagerung
SchweißrohrmühlenlinieZusammensetzung und Hauptparameter jeder Maschine
1. Futterwagen
| Verwendung | Mit ihm wird das Bandcoil aufgenommen, zur Abwickelhaspel transportiert und in die Mitte des Coilkopfes gehoben | ||
| Struktur | Es besteht aus einem Materialgestell, einem Fahrmechanismus, einem Ölzylinder, einer Führungsschiene usw. | ||
| Kapazität | ≤15T | Halten | Hydraulisch |
| Bewegungsmodus | Motor mit Zykloiden-Untersetzungsgetriebe | ||
2.Abwickler
| Verwendung | Zum Aufhängen und Stützen von Bandspulen zur Bereitstellung von Rohmaterial für Produktionslinien | |||
| Kapazität | ≤15T | Bremsmethode | Pneumatische Bremse, Magnetventilsteuerung | |
| Abwickler | Hydraulische Expansion und Kontraktion | Hydraulische Expansion und Kontraktion eines Einzelkegels | ||
3. Richtmaschine
| Verwendung | In Verbindung mit der Abwickelhaspel wird der Stahlbandkopf von der Abhaspel abgezogen und zur Nivellierung zur Quetschrichtmaschine geschickt | ||
| Struktur | Presswalzengerät, Schaufelkopfgerät, Gerät mit geradem Kopf | ||
| Breite | 190-690 mm | Durchmesser | φ1100-φ2000mm |
4.Pinch-Zuführ- und Nivelliermaschine
| Verwendung | Nivellieren des Stahlbandes von der Abwickel- und Richtmaschine an Kopf und Ende und Übergabe des Stahlbandes an die Scherstumpfschweißmaschine | ||
| Struktur | Zusammensetzung aus Andruckrolle, Nivellierrolle und Übertragungsvorrichtung | ||
| Breite | 190-690 mm | Durchmesser | φ1100-φ2000mm |
Rohrmühlenlinie für Werkstücke






