


Hochwertige ERW-Rohrmühlenlinie



Produktionsbeschreibung
Die Hochfrequenz-Produktionslinie für gerade nahtgeschweißte Rohre φ219×6,0 wird hauptsächlich zur Herstellung elektrisch geschweißter Stahlrohre mit φ60 verwendet~φ219mm und Wandstärke von 2,0~6,0 mm und kann auch quadratische und rechteckige Rohre sowie speziell geformte Rohre herstellen, die den Bereich runder Rohre nicht überschreiten.API 5L-Röhrchen können später hergestellt werdendurch Hinzufügen der notwendigen Ausrüstung.Die Produktionslinie wird auf der Grundlage der Verarbeitung und Aufnahme ähnlicher Geräte im In- und Ausland entwickelt und hergestellt, mit den nationalen Gegebenheiten meines Landes kombiniert, mutig innoviert und ausführlich auf die Meinungen der Benutzer eingegangen.Die Ausrüstung ist wirtschaftlich, zuverlässig und stabil.
Produktionsbereich
| Parameter | Rundes Rohr | Vierkantrohr | Rechteckiges Rohr |
| Rohrgröße | 88-219 mm | 90×90 – 170×170 mm | 40×60-200×100mm |
| Dicke | 2,0–6,0 mm | ≤5,0 mm | ≤5,0 mm |
| Material | Warm- und kaltgewalzt, verzinkter Stahl, schwarzer Stahl kohlenstoffarmer Stahl, niedriglegierter Stahl | ||
| Geschwindigkeit | 10M/min~45M/min | ||
| Länge | 6-12m | ||
| Max.Spulengewicht | 15 Tonnen | ||
Grundparameter
| Kohlenstoffarmer Stahl und niedriglegierter Stahl | σB≤520mpa σS≤345mpa | |
| Stahlspule | Innendurchmesser | φ650-φ710mm (noch festzulegen) |
| Außendurchmesser | φ1100-φ2000mm | |
| Rollengewicht | ≤15 Tonnen | |
| Streifenbreite | 190–690 mm | |
| Elektrische installierte Leistung | ca. 1200KVA | |
| Druckluftkapazität | 2m3/min 4-7Kg/cm2 | |
| Kühlmittelkapazität | 50 Tonnen/Stunde | |
Hinweis: Für die Installation der Produktionslinienausrüstung muss die Höhe der Werkstatt (der Abstand von der Oberseite der Kranbahn bis zum Boden) mehr als 6 Meter, die Spannweite 18 Meter und die Länge 110 Meter betragen.Es wird empfohlen, einen 15T- und einen 5T-Kran zu verwenden.
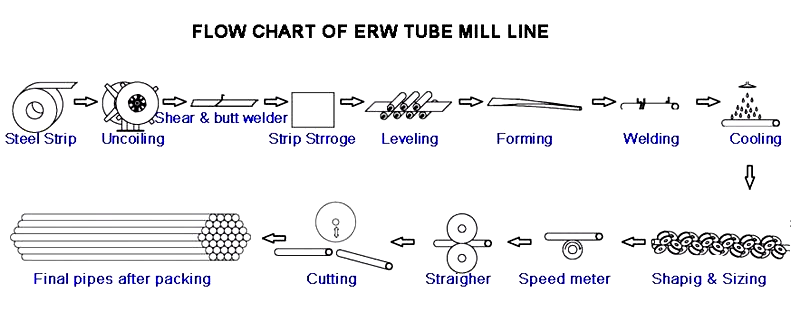
Fertigungsprozess
Abwickeln → gerader Kopf, Quetschnivellierung → Scherstumpfschweißen → Schlingenbildner → Formen, Hochfrequenzschweißen, Entgraten, Online-Zinknachfüllung, Abkühlen, Dimensionieren, Grobrichten → Fliegende Sägedimensionierung → Inspektion und Sammlung → Verpacken → Wiegen → Markieren → Lagerung
AusrüstungZusammensetzung und Hauptparameter jeder Maschine
| Verwendung | Mit ihm wird das Bandcoil aufgenommen, zur Abwickelhaspel transportiert und in die Mitte des Coilkopfes gehoben | ||
| Struktur | Es besteht aus einem Materialgestell, einem Fahrmechanismus, einem Ölzylinder, einer Führungsschiene usw. | ||
| Kapazität | ≤15T | Halten | Hydraulisch |
| Bewegungsmodus | Motor mit Zykloiden-Untersetzungsgetriebe | ||
| Verwendung | In Verbindung mit der Abwickelhaspel wird der Stahlbandkopf von der Abhaspel abgezogen und zur Nivellierung zur Quetschrichtmaschine geschickt | ||
| Struktur | Presswalzengerät, Schaufelkopfgerät, Gerät mit geradem Kopf | ||
| Breite | 190-690 mm | Durchmesser | φ1100-φ2000mm |
Horizontaler Akkumulator
| Verwendung | Es dient zur Lagerung von Bandstahl, zur kontinuierlichen Beschickung der Rohrschweißmaschine und zur Sicherstellung der kontinuierlichen Produktion der Rohrschweißmaschine. | ||||||
| Breite | 190-690 mm | Dicke | 2,0–6,0 mm | ||||
| Einstufung | Horizontaler Greifer
| Durch Clip-Zuführvorrichtung, Greiferkörperbaugruppe, Entladevorrichtung und elektrisches Steuergerät | |||||
| Motor | 5,5 kWx15 | Vorschubgeschwindigkeit | Vmax=120 m/min | ||||
| Durchmesser | 7,0m | Kapazität | 28T | ||||
Hauptparameter
| Motor und Hauptantriebssystem | Der Motor verwendet einen Gleichstrommotor mit Modellleistung200 kW, 1000 U/min, zwei Sätze Hauptgetriebe |
| Reduzierer | Das Getriebe wird von einem Spiralkegelrad angetrieben, das Material des Kegelrads ist 20CrMnTi, aufgekohlt und abgeschreckt, und der Modul beträgt 14. Der Kastenkörper hat eine Unterkastenstruktur, die für die Wartung praktisch ist. |
| Horizontaler Walzenständer (Gantry-Walzenwechsel nach außen) | 1. Horizontaler Rollenwellendurchmesser φ130 mm, Material 42CrMo, Hochfrequenzabschreckung 2. Unterer Durchmesser der Rolle: 220 mm 3. Unter der horizontalen Rollenwelle befindet sich ein Sicherheitspolster, das die Funktion einer Überlastsicherung hat und das Getriebe und das Getriebe des Untersetzungsgetriebes schützen kann |
| Vertikaler Rollenständer | vertikaler Rollenwellendurchmesser φ80mm, Material 40Cr, Hochfrequenzabschreckung |
| Quetschrolle | Fünfwalzenextrusion |
| Schabendes Schweißen | manuelles Schnellheben, hin und her sowie auf und ab verstellbar, einfach einzustellen |
| Die Form- und Kalibrierantriebswelle | die Steyr-Antriebswelle |
| Produktionsgeschwindigkeit | 15-40m/min. |
|
Anordnung der Formabschnitte:
| Anti-Sprung-Vorrichtung Vertikaler Fünfwalzenvorschub: V HVHVHVHVVV HVHVH |
| Anordnung der Schweißabschnitte | Führung, Fünfwalzenextrusion, Schaber, Polieren, Kühlen |
| Anordnung der Größenabschnitte:
| VHVHVHVHVHVH 2 Sätze Drehzahlmesserrollen mit türkischen Köpfen |





